Współczesny druk wąskowstęgowy, szczególnie w obszarze produkcji etykiet, opiera się na precyzji, której nie da się osiągnąć bez pełnego zrozumienia procesów fotopolimeryzacji. Technolog odpowiedzialny za proces druku fleksograficznego musi patrzeć na utwardzanie UV nie jako na prosty etap „suszenia”, ale jako na złożoną reakcję chemiczną zależną od parametrów fizycznych maszyny. Kluczem do uzyskania powtarzalnej jakości i trwałości nadruku jest rygorystyczna kontrola dawki energii dostarczanej do warstwy farby lub lakieru.
Fundamenty polimeryzacji: Energia vs. Moc
Wielu operatorów błędnie utożsamia moc lampy z dawką promieniowania. Z punktu widzenia inżynierii procesu, są to dwie różne wartości. Moc (natężenie, irradiancja), mierzona w $W/cm^2$, określa chwilową intensywność światła padającego na powierzchnię. Dawka (energia), mierzona w $J/cm^2$, jest iloczynem natężenia i czasu ekspozycji.
W druku fleksograficznym wysokiej jakości czas ten jest bezpośrednio uzależniony od prędkości wstęgi. Przy zwiększaniu tempa produkcji, czas przebywania farby pod lampą skraca się. Jeśli system sterowania lampami nie posiada automatycznej kompensacji mocy względem prędkości, dochodzi do niedoświetlenia farby. Skutkuje to brakiem pełnego usieciowania polimerów, co w branży etykietowej prowadzi do problemów z adhezją, zapachem resztkowym lub migracją składników farby.
Specyfika LED UV w druku wąskowstęgowym
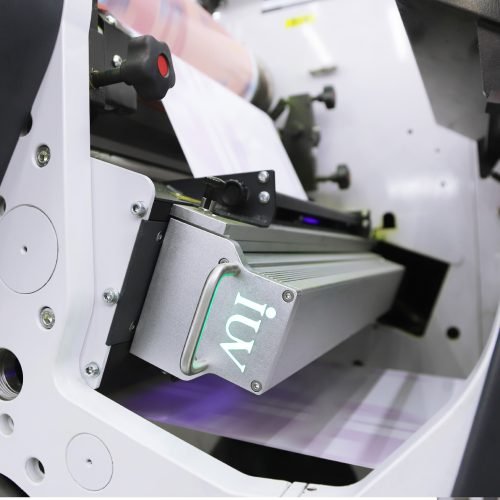
Przejście z tradycyjnych lamp rtęciowych na technologię LED UV zmieniło paradygmat kontroli procesu. Systemy LED emitują promieniowanie w wąskim spektrum, najczęściej około 385 nm lub 395 nm. Brak emisji w zakresie UVC sprawia, że mechanizm utwardzania powierzchniowego różni się od tego znanego z lamp wyładowczych.
Technologia LED oferuje znacznie wyższą stabilność emisji w czasie. Tradycyjne promienniki rtęciowe tracą swoją wydajność wraz z każdą godziną pracy, co wymaga od technologa częstych korekt prędkości maszyny. Diody LED utrzymują parametry przez tysiące godzin. Jednakże, ich wysoka intensywność wymaga precyzyjnego dopasowania fotoinicjatorów w farbach fleksograficznych. W druku wysokiej jakości, gdzie stosuje się wysokie liniatury aniloksów, cienka warstwa farby musi zostać natychmiastowo „zamrożona” (pinning), aby uniknąć przyrostu punktu rastrowego.
Wpływ prędkości druku na stabilność procesu
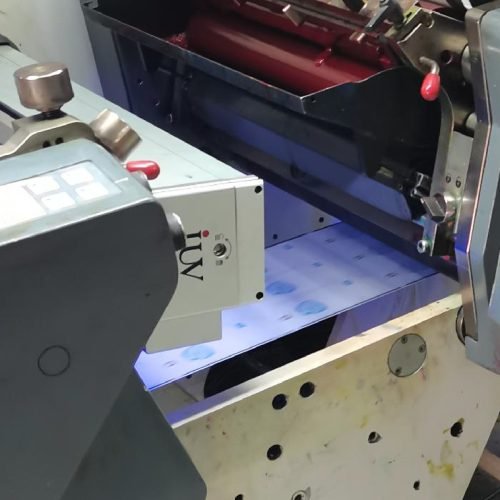
W nowoczesnych maszynach fleksograficznych prędkości rzędu 150–200 m/min są standardem. Przy takich parametrach każda sekunda pracy systemu UV ma znaczenie. Kontrola dawki musi uwzględniać bezwładność systemu chłodzenia i stabilność zasilania diod.
Dla technologa kluczowe jest wyznaczenie „okna procesowego”. Jest to zakres dawki UV, w którym farba osiąga pełną odporność mechaniczną i chemiczną, nie powodując jednocześnie degradacji podłoża. W druku wąskowstęgowym na foliach termokurczliwych (shrink sleeve) lub cienkich foliach PE, nadmiar energii (przede wszystkim ciepła IR generowanego przez lampy rtęciowe) prowadzi do deformacji wstęgi. Tutaj technologia LED UV wykazuje swoją przewagę, eliminując promieniowanie podczerwone i pozwalając na pracę z materiałami wrażliwymi termicznie.
Diagnostyka błędów: Adhezja i migracja
Niedostateczna dawka UV objawia się najczęściej poprzez słabą odporność na ścieranie oraz test taśmy (odrywanie farby). W druku etykiet premium, gdzie stosuje się lakiery wybiórcze lub złocenia na zimno (cold stamping), kontrola utwardzania decyduje o finalnym efekcie estetycznym. Jeśli klej do cold stampingu nie otrzyma odpowiedniej dawki energii, krawędzie detali będą poszarpane.
Zjawisko migracji jest szczególnie krytyczne w opakowaniach dla przemysłu spożywczego i farmaceutycznego. Nieprzereagowane fotoinicjatory mogą przenikać przez podłoże do wnętrza opakowania. Prawidłowa kontrola dawki UV, potwierdzona regularnymi pomiarami radiometrycznymi, jest jedyną metodą zapewnienia bezpieczeństwa produktu. Technolog powinien stosować paski testowe lub radiometry cyfrowe co najmniej raz na zmianę, aby zweryfikować stan emiterów.
Integracja systemów kontrolnych w nowoczesnych maszynach
Wysokiej jakości druk fleksograficzny wymaga integracji systemów UV z systemem zarządzania maszyną (PLC). Automatyzacja pozwala na precyzyjne skalowanie mocy lamp w zależności od chwilowej prędkości druku. Nowoczesne systemy kontrolne potrafią monitorować stan każdej sekcji LED osobno, informując operatora o ewentualnych spadkach natężenia przed wystąpieniem błędu na produkcie.
W przypadku druku hybrydowego (flexo offset), kontrola dawki UV staje się jeszcze bardziej złożona. Różne grubości warstwy farby wymagają odmiennej energii do pełnego utwardzenia. Farby offsetowe, charakteryzujące się wyższą pigmentacją, stawiają większy opór dla przenikania promieni UV niż transparentne lakiery fleksograficzne. Technolog musi zbalansować moc lamp tak, aby każda stacja zapewniała stabilne utwardzanie bez przegrzewania podłoży.
Optymalizacja aniloxów a zapotrzebowanie na energię
Wybór wałka anilox ma bezpośredni wpływ na to, jakiej dawki UV będziemy potrzebować. Wysoka objętość kałamarzyków (cm³/m²) oznacza grubszą warstwę farby na podłożu. Im grubsza warstwa, tym trudniej promieniowaniu UV dotrzeć do dolnych partii farby, bezpośrednio przy podłożu.
W druku wysokiej jakości dąży się do minimalizacji grubości warstwy farby przy zachowaniu wysokiej gęstości optycznej. Pozwala to na szybszą polimeryzację i lepszą kontrolę nad procesem. Zastosowanie nowoczesnych grawerowań aniloxów, takich jak struktury oparte na otwartych kanałach, sprzyja lepszemu transferowi farby i ułatwia jej utwardzanie przy mniejszych dawkach energii. Jest to fundament wydajności w wąskim druku wstęgowym.
Rola technologa w utrzymaniu standardów
Obowiązkiem inżyniera procesu jest wdrożenie procedur weryfikacji systemów UV. Nie można polegać wyłącznie na wskazaniach panelu dotykowego maszyny. Regularna kalibracja czujników zewnętrznych oraz audyty stanu odbłyśników w lampach rtęciowych są niezbędne. W przypadku systemów LED, kluczowa jest czystość szkieł ochronnych. Nawet niewielkie zapylenie w drukarni może ograniczyć dawkę docierającą do wstęgi o kilkanaście procent, co w skrajnych przypadkach prowadzi do reklamacji całej partii towaru.
Dobrze skonfigurowany proces kontroli dawki UV to nie tylko bezpieczeństwo produkcji, ale również realne oszczędności. Unikanie nadmiernego doświetlania (overcuring) wydłuża żywotność komponentów systemu i redukuje zużycie energii elektrycznej. W dobie rosnących kosztów mediów, optymalizacja pracy lamp UV staje się istotnym elementem budowania przewagi konkurencyjnej drukarni etykiet.
Przyszłość technologii utwardzania w fleksografii
Kierunek rozwoju branży jest wyraźny: całkowite przejście na LED UV oraz implementacja systemów monitoringu w czasie rzeczywistym. Czujniki zamontowane bezpośrednio za sekcją utwardzania, analizujące stopień spolimeryzowania farby „on-line”, to technologia, która wkrótce stanie się standardem w druku wysokiej jakości. Pozwoli to na eliminację błędów ludzkich i zapewni 100% pewności co do jakości każdej rolki etykiet opuszczającej maszynę.
Zrozumienie fizyki światła UV i chemii farb to fundament, na którym opiera się nowoczesna fleksografia. Stabilność dawki, precyzja pomiaru i świadomy wybór technologii emiterów to trzy filary, które gwarantują sukces w wymagającym segmencie druku wąskowstęgowego. Każdy technolog, dążąc do doskonałości procesowej, musi traktować kontrolę UV jako integralną część systemu zarządzania jakością w swojej drukarni.